焊接机器人的轴伺服控制系统的结构类型
来源:电工天下时间:2020-01-13 16:10:58 作者:老电工手机版>>
有关焊接机器人的轴伺服控制系统的结构与类型,四种基本结构类型:开环、闭环、半闭环及混合闭环,对机器人电机伺服系统的要求,机器人伺服电机的类型等。
焊接机器人的轴伺服控制系统
一、轴伺服控制系统的结构
电动机伺服系统,是指速度控制、伺服电动机和检测部件三部分;而且,将速度控制部分称之为伺服单元或驱动器。
按照伺服系统的结构特点,它通常有四种基本结构类型:开环、闭环、半闭环及混合闭环。
伺服单元的硬件一般由五部分构成:
实现轴伺服电机的PID控制、或FUZZY(模糊)控制、或其它控制规律的伺服控制单片机;
伺服控制模板,其功能是实现控制单片机输出数字量的D/A转换与输入到单片机的模拟量的A/D转换;
伺服驱动功放,一般机器人的轴驱动电机的功率多在100W~1000W的范围,多属中等功率,为此,由伺服控制模板给出的控制信号必须经功率放大才能推动电机;
伺服电机是焊接机器人的轴伺服控制系统的控制对象。
伺服电机的转速、位置检测装置(转速、位置传感器)。转速、位置检测装置的功能是实时检测轴伺服电机转速和电机角位移量,并将实时检测结果反馈给电动机伺服系统,以形成电动机伺服的闭环或半闭环控制系统。即便是开环控制系统,一般也需要电动机转速和电机角位移量的实时检测参数。因此,转速、位置检测装置是机器人的轴伺服控制系统极重要的组成环节。
焊接机器人的轴伺服控制系统结构称为主从控制方式:它是采用主、从两级控制计算机实现系统的全部控制功能。主计算机实现轴伺服控制系统的管理、坐标变换、轨迹生成和系统自诊断等;从计算机实现所有关节的动作协调控制。主从控制方式系统实时性较好,适于高精度、高速度控制,但其系统扩展性较差,维修困难。焊接机器人的轴伺服控制系统结构还可采用所谓"分散控制系统",限于篇幅,不再阐述。
二、对机器人电机伺服系统的要求
机器人各关节(即各轴)的运动,最终都归结为相应各轴的驱动电机、亦即伺服电机的转动;
而对机器人电机伺服系统提出了很高的要求,大致可概括为以下四个方面:
1、高精度
为了保证焊接零件的加工质量并提高效率,首先要保证焊接机器人的定位精度和加工精度。因此,在机器人各轴位置控制中要求有高的定位精度,即在μm的数量级内。而在速度控制中,要求有高的调速精度、强的抗负载扰动的能力,也即要求静态和动态速降尽可能小;
2、快响应
要求系统有良好的快速响应特性,即要求跟踪指令信号的响应要快,位置跟踪误差(位置跟踪精度)要小;
3、宽调速范围
指在额定负载时电动机能提供的最高转速与最低转速之比。对于一般的机器人而言,要求电动机伺服系统能在0~20m/min范围内都能正常工作;
4、低速大转矩
根据焊接机器人加工特点,大都是在中低速负重状态下工作(点焊机器人为甚),这样,既要求在低速时电动机伺服系统有大的转矩输出又要求转动平稳。
为了满足上述四点要求,对电动机伺服系统的执行元件─伺服电动机也提出了相应的要求:
1、电动机在整个转速范围内都能平滑地运转,转矩波动要小,特别在低速时应仍有平稳的速度而无爬行现象;
2、电动机应有一定的过载能力,以满足低速、大转矩的要求;
3、为了满足快速响应的要求,电动机必须具有较小的转动惯量和大的堵转转矩、尽可能小的机─电时间常数和起动电压。
三、机器人伺服电机的类型
机器人伺服系统在经历了开环的步进电动机伺服系统、直流电动机伺服系统两个分阶段之后,已进入了同步电动机伺服系统阶段。
四、有刷直流电动机
直流电动机有优良的控制性能,其机械特性"硬"、调速性能好是各类交流电动机所不具备的。
此外,直流电动机还有起动转矩大、效率高、调速方便、动态特性好等特点。但是,直流电动机的结构复杂,其定子上有激磁绕组产生主磁场,对功率较大的直流电动机常常还装有换向极,以改善电机的换向性能。
直流电机的转子上安放电枢绕组和换向器,复杂的结构限制了直流电动机的体积和重量,尤其是电刷和换向器的滑动接触造成了机械磨损和火花,使直流电动机的故障多、可靠性低、寿命短、保养维护工作量大。换向火花既造成了换向器的电腐蚀,还是一个无线电干扰源,会对周围的电器设备带来有害的影响。
电机的容量越大、转速越高,问题就越严重。所以,普通直流电动机的电刷和换向器限制了直流电动机向高速度、大容量的发展。
五、交流异步电动机
与直流电动机相比,交流异步电动机具有结构简单、工作可靠、寿命长、成本低、保养维护简便等优点。但它调速性能差,起动转矩小,过载能力和效率低。其旋转磁场的产生需从电网吸取无功功率,故功率因数低,轻载时尤甚,这大大增加了线路和配电网的损耗。长期以来,在不要求调速的场合,异步电动机占有主导地位,但是自交流电机变频调速系统开发出后,交流异步电动机亦可用于需调速的场合。
相关文章电工焊接时防烟尘污染的措施

在电焊工的日常工作中,可能经常身处烟雾缭绕的厂房,在封闭容器中的狭小空间里的焊接,伸手不见五指,焊接产生的烟尘很大,以下是电工焊接时防烟尘污染的相关措施,供大家参考。
时间:2022-09-18 21:07:48
电弧焊的焊接规定有哪些

有关电工焊接的小知识,电弧焊的焊接规定有哪些,焊钳应与手把线连接牢固,电焊机应设有可防雨、防潮、防晒的机棚,焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,下面具体来看下。
时间:2022-09-18 21:03:54
手工焊接技术中焊接工具与焊接方法要点
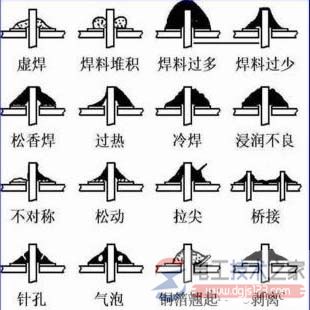
手工焊接技术中焊接工具与焊接方法,电烙铁是钎焊的主要焊接工具之一,常用焊料为焊锡,一般为一种锡铅合金,焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见,焊接缺陷的避免。
时间:2022-08-14 21:15:54
铜导线焊接及导线包扎方法

有关导线的焊接与包扎方法,在对铜导线进行焊接时,一般采用喷灯加热(或用电炉加热)法,导线包扎时先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,并做好线路检查及绝缘摇测。
时间:2022-08-05 11:58:09
电焊机使用方法,电焊机焊接后的注意事项

怎么正确使用电焊机,电焊机作业前,电焊机通电后,以及电焊机作业时,都必须严格按照规程进行操作,那么电焊机焊接后的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-04 11:33:10
容器内焊接作业的注意事项有哪些

电工在进行焊接操作时,必须做好各种安全保护措施,尤其在容器内进行焊接工作时,有些注意事项必须重点关注,包括容器内部情况的确认,容器内焊接时的安全要求等,下面具体来看下。
时间:2022-08-01 20:22:52
焊接作业时火灾及爆炸的预防措施

有关焊接作业的安全知识,电焊工在进行焊接操作时,怎么预防火灾及爆炸事故的发生,需要做好哪些保护措施,在焊接操作时的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-01 20:18:26
电工现场焊接操作怎么预防事故发生

有关电工焊接操作的小知识,电工现场焊接操作怎么预防事故发生,必须做好预防触电的保护措施,预防有害气体和烟尘中、预防弧光等,当触电事故发生时电流对人体的伤害比较大,所以焊接时必须加强安全防护。
时间:2022-08-01 20:11:11
- 上一篇:铝焊接方法的焊接技巧_铝焊接的常见故障
- 下一篇:精密空调铜管焊接要点