【图】西门子s7-200系列plc编程器的使用方法
来源:电工天下时间:2017-01-16 12:50:55 作者:老电工手机版>>
西门子s7-200系列plc编程器的使用方法
Siemens编程器S7-200系列用在中小型设备上的自动系统的控制单元,适用于各行各业,各种场合中的检测,监测及控制。
1、步进与伺服脉冲定位控制
在设备的控制系统中,有关运动控制是很重要的。来看下西门子S7-200系列PLC怎样来实现这 个功能。
首先,确定使用哪个端口来发脉冲,如采用Q0.0发脉冲,则它的控制字为SMB67,脉冲同期为SMW68,脉 冲个数存放在SMD72中,
控制字节的说明:
Q0.0 Q0.1 控制字节说明
SM67.0 SM77.0 PTO/PWM更新周期值 0=不更新,1=更新周期值
SM67.1 SM77.1 PWM更新脉冲宽度值 0=不更新,1=脉冲宽度值
SM67.2 SM77.2 PTO更新脉冲数 0=不更新,1=更新脉冲数
SM67.3 SM77.3 PTO/PWM时间基准选择 0=1微秒值,1=1毫秒值
SM67.4 SM77.4 PWM更新方法 0=异步更新,1=同步更新
SM67.5 SM77.5 PTO操作 0=单段操作,1=多段操作
SM67.6 SM77.6 PTO/PWM模式选择 0=选择PTO,1=选择PWM
SM67.7 SM77.7 PTO/PWM允许 0=禁止PTO/PWM,1=允许
这样根据以上表格,我们得出Q0.0控制字:SMB67为:10000101
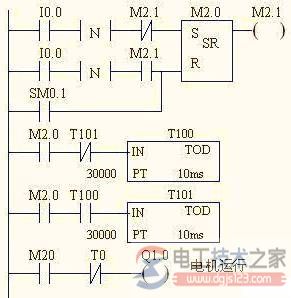
采用PTO输出,微妙级周期,发脉冲的周期(也就是频率)与脉冲个数都要重新输入。10000101转化为16进制 为85,有了控制字以后,我们来写这一段程序:
根据以上程序,了解了控制字的使用,同时也知道步进电机的脉冲周期与冲个数的存放位置(对Q0.0来说是SMW68与SMD72)。
当然,VW100与VD102内的数据不同的话,步进电机的转速和转动圈数就不一样。
说明:M0.0导通---PLC捕捉到上升沿发动脉冲输出后,想停止的话,只须改变端口脉冲的 控制字,再启动PLS即可,程序如下:
2,高速计数功能
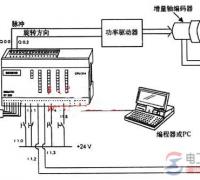
西门子S7-200系列PLC具有高速计数的功能;举例说明高速计数的用途,采用普通电机来带动丝杆转动,如何控制转动距离?
可在电机另一头与一编码器联接,电机转一圈,编码器也随之转一圈,同时根据规格发出不同的脉冲数。
当然,这些脉冲数的频率比较高,PLC不能用普通的上升沿计数来取得这些脉冲,只能通过高速计数功能了。
启动高速计数功能,也要具有控制字
HSCO HSC1 描述
SM37.0 SM47.0 复位有效电平控制位 0=高电平有效, 1=低电平有效
SM37.1 SM47.1 启动有效电平控制位于 0=高电平有效, 1=低电平有效
SM37.2 SM47.2 正交计数器速率选择 0=4X计数率, 1=1X计数率
SM37.3 SM47.3 计数方向控制位 0=减计数, 1=正计数
SM37.4 SM47.4 向HSC中写入计数方向 0=不更新, 1=更新计数方向
SM37.5 SM47.5 向HSC中写入预置值 0=不更新, 1=更新预置值
SM37.6 SM47.6 向HSC中写入当前值 0=不更新, 1=更新当前值
SM37.7 SM47.7 HSC允许 0=禁止HSC, 1=允许HSC
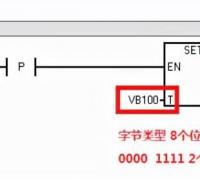
参照以上表格,选择HSC1高速计数器,控制字为SMB47,现在启动高速计数器HSC1,选择为增计数,更新计数方向,重新设置值,更新当前值:HSC1的启动控制高为:11111000转化为16进制为 F8,将启动计数器时当前值存放在SMD48中,将预存置放在SMD52中,具体程序:
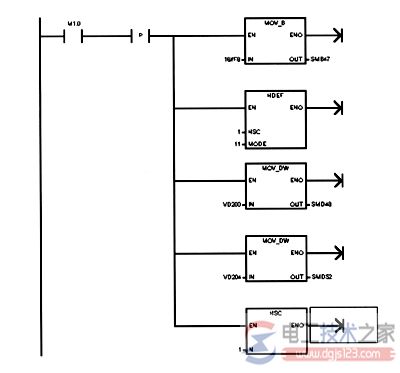
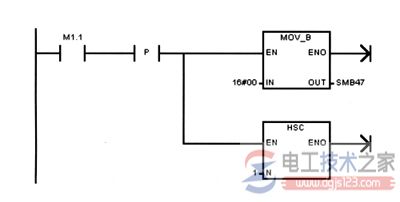
同样的,如果计数器在工作状态下想停止计数器,也必须改变它的控制字后,启动HSC具体程序 如下:
3、PID回路控制功能
西门子S7-200系列PLC的PID控制相当的简单,可以通过micro/win软件的一个向导程序,按照提示,一步一步执行所要求PID控制的属性即可,在这里谈一谈PID这三个参数的具体意义:P为增益项,P越大,响应起就快,在调节流量阀时:设定流量为50%,当目前流量接近50%,刚超过,如果P值很大的话,那么流量阀会马上会关闭,而不会控制在某一区域。这就是增益项太大引起。
在调节的过程中应该先将P值调节比较适当了,再去调节I值,它为积分项,是在控制器回路中控制对当前值与设定值相等的偏差范围。
D为微分项,主要作用是避免给定值的微分作用而引起的跳变。
在现场的PID参数的调整过程中,针对西门子S7-200型PLC我的建议是在不同的控制阶段,采用不同的PID参数组,具体而言就是当目前距离设定值差距较大时,采用P值较大的一套PID参数,如果当前值快接近设定值范围时,采用P值较小的一套PID参数。
相关文章西门子s7-300 plc污水自控工程应用实例

西门子s7-300 plc污水自控工程应用实例,采用上位机和德国原装的西门子S7-300可编程控制器组成整个系统,采用彩色投影仪和电动屏幕显示全厂平面图、动态工艺流程等。
时间:2020-03-10 18:04:44
【图】plc在广播发射机自动控制中的应用案例

plc在广播发射机自动控制中的应用案例,采用了SIMATIC S7-226型PLC,两快EM-23模拟量采集模块,并介绍了发射机监控系统的硬件和软件设计的方法,供大家学习参考。
时间:2020-03-10 18:03:28
西门子s7-200定位控制、监视与位置校正的应用
西门子s7-200定位控制、监视与位置校正的应用,用S7-200 CPU 214 DC/DC/DC进行定位控制,并具有位置监视和位置校正,包括初始化、实际值与设置值的比较、位置的校正与取消等操作。
时间:2020-03-10 17:58:40
西门子s7-200 plc筛板冲孔加工应用案例
西门子s7-200 plx筛板冲孔加工应用案例,可编程控制器(PLC)S7-200和文本显示器TD200在筛板冲孔加工中的应用,包括筛板冲孔装置及其控制系统、系统控制工作原理、plc控制程序等内容。
时间:2020-03-10 17:53:25
西门子s7-300 plc皮带机与传动系统应用案例

西门子s7-300 plc皮带机与传动系统应用案例,plc系统的核心由s7-300构成,除了通过i/o模板采集现场信号来进行监控,实现对西门子6se71系列变频器的profibus通讯,来控制变频器并最终控制其传动系统。
时间:2020-03-10 17:50:04
西门子s7-200集成脉冲输出触发步进电机驱动器的应用
西门子s7-200集成脉冲输出触发步进电机驱动器的应用,当输入端I1.0发出"START"信号后,步进电机按对应的步数转动,当输入端I1.发出"STOP"信号后,接在输入端I1.5的方向开关位置决定电机正转或反转。
时间:2020-03-10 17:48:41
【图】plc与变频器实现石油气压缩机自动控制的应用案例
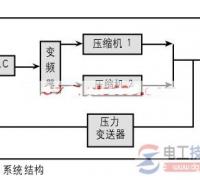
plc与变频器实现石油气压缩机自动控制的应用案例,用plc自动调节和控制石油气压缩机的案例,通过用plc和变频器实现石油气压缩机的自动控制的操作教程。
时间:2020-03-10 17:47:09
西门子plc s7300卷烟厂电力系统应用实例

西门子plc s7300卷烟厂电力系统应用实例,基于现代计算机技术和plc技术的综合scada工程,上位机采用Citect软件进行编制程序和画面组态,下位采用S7300可编程逻辑控制器、DT3000综合继电保护装置等。
时间:2020-03-10 17:44:04