高频焊接机焊接参数及影响因素
来源:电工天下时间:2020-01-13 16:28:05 作者:老电工手机版>>
有关高频焊接机焊接参数的选择,高频焊接机焊接接头,除材质因素外,主要影响因素包括:电源频率、管坯坡口形状、会合角等,包括电源频率、管坯坡口形状、会合角的选择等。
高频焊接机的焊接参数
高频焊接机焊接接头的获得,主要取决于能否建立理想焊接状态以及是否能将氧化物及其他杂质挤出对口焊缝区。
其关键是在焊接区的板内、外边缘获得一致的温度,并使挤压量与加热温度有适当的匹配。
除材质因素外,主要影响因素有:电源频率、管坯坡口形状、会合角、电极和感应圈及阻抗器的安放位置、输入功率、焊接速度、焊接压力等。
1、电源频率
频率的提高有利于集肤效应和邻近效应的发挥,提高焊接效率,但要获得优质焊缝,频率的选择主要取决于管坯材质及其壁厚。
一般焊有色管的频率要比焊碳钢管时为高,这主要因有色管的热导率高所致。
同时,为能保证对口两边加热宽度适中,又能保证厚度方向加热均匀,通常焊薄壁管时选择频率高些。
焊管壁厚时选频率低些,例如,焊制碳钢管多采用350~450kHz的频率,而在制造特别厚壁管时,采用50kHz频率。
2、管坯坡口形状
通常采用I形坡口,可使沿厚度方向加热均匀,而且坡口准备容易。
当管坯厚度很大时,I形坡口将使坡口横断面的中心部分加热不足,而其上、下边缘加热过度,这时可选用双V形坡口以使横断面加热均匀,焊后接头硬度亦趋向一致。
3、会合角的选择
会合角口的大小对高频焊闪光过程的稳定性、焊缝质量、焊接效率均有很大影响。通常取2~6比较适宜。
会合角过小将使闪光过程不稳定,焊缝中易产生火口、针孔等缺陷;会合角过大将使邻近效应减弱,功耗增加。同时形成过大口角度也较困难和易引起管坯边缘产生折皱。
相关文章电工焊接时防烟尘污染的措施

在电焊工的日常工作中,可能经常身处烟雾缭绕的厂房,在封闭容器中的狭小空间里的焊接,伸手不见五指,焊接产生的烟尘很大,以下是电工焊接时防烟尘污染的相关措施,供大家参考。
时间:2022-09-18 21:07:48
电弧焊的焊接规定有哪些

有关电工焊接的小知识,电弧焊的焊接规定有哪些,焊钳应与手把线连接牢固,电焊机应设有可防雨、防潮、防晒的机棚,焊接铜、铝、锌、锡、铅等有色金属时,必须在通风良好的地方进行,下面具体来看下。
时间:2022-09-18 21:03:54
手工焊接技术中焊接工具与焊接方法要点
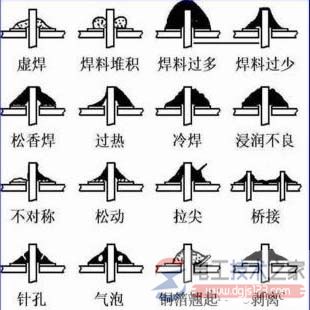
手工焊接技术中焊接工具与焊接方法,电烙铁是钎焊的主要焊接工具之一,常用焊料为焊锡,一般为一种锡铅合金,焊锡量要适中,即将焊点零件脚全部浸没,其轮廓又隐约可见,焊接缺陷的避免。
时间:2022-08-14 21:15:54
铜导线焊接及导线包扎方法

有关导线的焊接与包扎方法,在对铜导线进行焊接时,一般采用喷灯加热(或用电炉加热)法,导线包扎时先用橡胶(或粘塑料)绝缘带从导线接头处始端的完好绝缘层开始,并做好线路检查及绝缘摇测。
时间:2022-08-05 11:58:09
电焊机使用方法,电焊机焊接后的注意事项

怎么正确使用电焊机,电焊机作业前,电焊机通电后,以及电焊机作业时,都必须严格按照规程进行操作,那么电焊机焊接后的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-04 11:33:10
容器内焊接作业的注意事项有哪些

电工在进行焊接操作时,必须做好各种安全保护措施,尤其在容器内进行焊接工作时,有些注意事项必须重点关注,包括容器内部情况的确认,容器内焊接时的安全要求等,下面具体来看下。
时间:2022-08-01 20:22:52
焊接作业时火灾及爆炸的预防措施

有关焊接作业的安全知识,电焊工在进行焊接操作时,怎么预防火灾及爆炸事故的发生,需要做好哪些保护措施,在焊接操作时的注意事项有哪些,下面与电工天下小编一起来看下。
时间:2022-08-01 20:18:26
电工现场焊接操作怎么预防事故发生

有关电工焊接操作的小知识,电工现场焊接操作怎么预防事故发生,必须做好预防触电的保护措施,预防有害气体和烟尘中、预防弧光等,当触电事故发生时电流对人体的伤害比较大,所以焊接时必须加强安全防护。
时间:2022-08-01 20:11:11
- 上一篇:电焊机的特殊用法
- 下一篇:矿山机械维修中焊接技术的应用分析